
تقييم مخاطر التلوث المتصالب : استراتيجيات الوقاية والتحكم باستخدام تقنيات LOPA الخلاقة
منذ أن تم تبني ICHQ9(R1) لأول مرة، تم الاعتماد على مجموعة من طرق تقييم لتمكين تحديد المخاطر وتحليل المخاطر وتقييم المخاطر والتحكم بها. بينما تقدم مجموعة الأدوات التي يوفرها ICHQ9(R1) خيارات متنوعة، توفر الإرشادات مجموعة محدودة من أدوات المخاطر التي يمكن أن تساعد الصناعة في التحليلات المعقدة للتحكم. عند إجراء تحليلات التحكم وتحديد مدى فعالية تلك التحليلات في منع المخاطر المعنية، تعتبر الاعتبارات الحرجة لتقييم التلوث المتبادل وتحليل طبقات الحماية (LOPA-layers of protection analysis) مناسبة تماماً لهذه المهمة. LOPA هو أداة لتقييم المخاطر تركز على قوة الإجراءات التحكمية الموجودة حالياً وتمكن الفريق المتعدد التخصصات من الغوص في الطرق التي قد تفشل فيها تلك الإجراءات. هذا النهج في تقييم المخاطر تم استخدامه من قبل المهندسين في صناعات الطاقة النووية والنفط والغاز والكيماويات لتحديد مخاطر المرافق وتحديد مستوى سلامة الأنظمة المُعدة للسلامة (SIL). نفس المبادئ التي يتم تطبيقها باستخدام LOPA في هذه الصناعات مناسبة تماماً لتقييم التلوث المتصالب للمنتجات والمرافق في صناعة الأدوية.
LOPA هي أداة مثالية لتقييم الضعف بشكل استباقي ضد التلوث المتصالب للمنتجات والمرافق. تركز على شدة واحتمالية تلوث المنتجات والمرافق، بينما توفر التأكيد على أن كل منطقة متصلة داخل المرفق لديها إجراءات تحكم مطبقة.

التحليل المعقد والمنهجي لدورة حياة العملية
تتمثل وظيفة LOPA في تحديد الأضرار المحتملة التي قد تنتج عن التلوث المتصالب للمنتجات أو المرافق. تتبع المادة الخام خلال دورة حياة العملية وتوفر نافذة على تعقيد التحليل المطلوب. باستخدام طريقة LOPA، يتم تقييم إجراءات النظافة والمعدات وتدفق الأفراد، وأخيراً التقنية المعقمة لتحديد المخاطر على المنتج النهائي والمرفق. بالنظر إلى المثال أعلاه، تحتاج الطبقات الواقية من تسليم المادة الخام إلى المستودع عبر المرفق إلى منطقة الإنتاج. يجب تقييم كل من آليات التحكم بشكل فردي لضمان تحليل دقيق وتقليل فرصة الفشل. يشمل هذا على سبيل المثال لا الحصر:
– نظافة وممارسات تنظيف المواد عند الاستلام
– منع خلط المواد عند التخزين في المستودع
– مسارات تدفق المواد والأفراد
– معالجة عينات المواد الخام
– تدفق النفايات والتخلص من النفايات
يتم إجراء تحليلات التحكم باستخدام LOPA بشكل منهجي مع فريق متعدد التخصصات. يجب تقييم كل جزء من العملية بشكل فردي وجماعي لإثبات أن استراتيجية التحكم مقبولة.
استراتيجية LOPA
تحديد المخاطر
يعد اختيار أعضاء الفريق لإجراء LOPA أمراً بالغ الأهمية للحصول على وجهات نظر حول أضرار المنتجات والمرافق من مختلف مجالات العمليات. يوصى بوجود أعضاء من المجالات التالية لضمان اكتمال LOPA: التصنيع، سلسلة التوريد، الأحياء الدقيقة، مراقبة الجودة، ضمان الجودة، التحقق، الشحن/الاستلام، الهندسة، والصحة البيئية والسلامة. باستخدام تقنيات العصف الذهني القياسية، يحدد فريق الخبراء المتخصصين (SMEs) المخاطر المحتملة (مصادر الأذى المحتملة) التي قد تؤدي إلى ضرر للمنتج أو المرفق. بالاستفادة من ISPE، يعمل الفريق ضمن إطار الأنواع التالية من المخاطر المحتملة:
– الخلط: استخدام مواد مخصصة لعملية أو منتج معين عن طريق الخطأ في منتج خاطئ.
– النقل الميكانيكي: انتقال الملوث على الأفراد، الإمدادات، أو المعدات. يجب أن يخترق الملوث الحاوية الأولية.
– النقل الجوي: انتقال الملوث عبر الهواء/من خلال نظام التدفئة والتهوية والتكييف (HVAC). يمكن أن ينتقل هذا عبر المرفق بأكمله. يجب أن يخترق الملوث المتبادل الحاوية الأولية.
– الاحتباس: عدم إزالة المواد بشكل كاف من سطح ملامس للمنتج. يمكن أيضاً اعتبار الأسطح غير الملامسة للمنتج
– الانتشار: ينطبق فقط على المنتجات البيولوجية حيث تكون الكائنات الحية لديها إمكانية للنمو. يجب أن تتحقق ظروف النمو لإدراك هذا الخطر.
الخطوة التالية هي تحديد الأسباب المحتملة لكل تبديل (تصالب) للخطر. في حين أنها ليست شاملة، قد تشمل الأسباب المحتملة للمخاطر التنظيف غير الصحيح أو غير المناسب، نقل الأفراد للتلوث المتبادل، المواد الخام أو الإمدادات الملوثة، والصيانة أو التعامل السيئ مع المعدات.
أضرار المنتج والمرفق
يمكن النظر إلى الضرر الناتج عن التلوث المتصالب على أنه ضرر للمنتج و/أو المرفق. يتم اعتبار تأثير التلوث المتصالب للمنتج من منظور عملية التصنيع حيث يكون الهدف النهائي هو تسليم المنتج الدوائي للمريض. باستخدام هذه الاستراتيجية، يتم قياس درجة الضرر بناءً على تأثيره على المريض حيث يكون السيناريو الأسوأ هو إطلاق منتج ملوث إلى السوق. الدرجات الأقل من الضرر للمريض، تعتمد على توفر المنتج الدوائي، قد تشمل تلوث المادة الدوائية أو الية طرح المنتج الدوائي.
عند فحص مخاطر التلوث المتصالب في المرفق، يتم تقييم الضرر من خلال تقييم مستوى الاختراق من الحاوية الأولية. على سبيل المثال، هل يمكن للمادة المعنية التسرب من الحاوية الأولية وتكون محتواة بواسطة الحاوية الثانوية، أو هل تسرب إلى منطقة الاحتواء الثالثية أو الرباعية، أو في أسوأ الحالات، هل تلوث المرفق بأكمله؟ عند النظر في الضرر للمرفق، فإن القدرة على احتواء الاختراق هي الأساس لنهج وقائي ضد التلوث المتبادل.
تحليل الضوابط
تحليل الضوابط في LOPA هو أساس النهج. الضوابط هي طبقات الحماية. يعتمد أداء ونجاح LOPA على قدرة الخبراء المتخصصين على تقييم الضوابط الحالية التي تهدف إلى منع سبب الخطر بشكل كامل. تشمل أمثلة الضوابط، المدرجة بترتيب الفعالية، ما يلي:
الهندسية (E) : الضوابط الهيكلية التي تمنع التلوث المتصالب، مثل الغرف التشغيلية المنفصلة وأنظمة التدفئة والتهوية والتكييف المخصصة.
التصميم (D) : الضوابط المتعلقة بالشكل والملاءمة لأنظمة الاحتواء، مثل وعاء تحضير العملية أو العبوة النهائية. يجب تصميم الأنظمة لتغليف المنتج لحمايته من فقدان الاحتواء. يجب تصميم الأسطح والمعدات لتكون قابلة للتنظيف.
الأتمتة (A): الحالات القابلة للبرمجة التي تمنع التلوث المتصالب. تشمل الأمثلة تسلسل الصمامات وربط الغرف لمنع أنماط التدفق غير الصحيحة.
الإجرائية (P): الأساليب والإجراءات التي يتم اتباعها في كل مرة يتم فيها تنفيذ عملية. تشمل الأمثلة تنظيف المواد عند دخولها المناطق المصنفة وتدفق المواد والأفراد والمنتجات والنفايات.
التدريب (T): يشير هذا إلى التدريب الرسمي على الأنظمة والسياسات والإجراءات. بناءً على تكرار ومراقبة الأداء، يجب اعتبار التدريب بمفرده أقل أنواع التحكم موثوقية. يعتبر التأهيل في ارتداء الملابس مثالاً على ذلك.
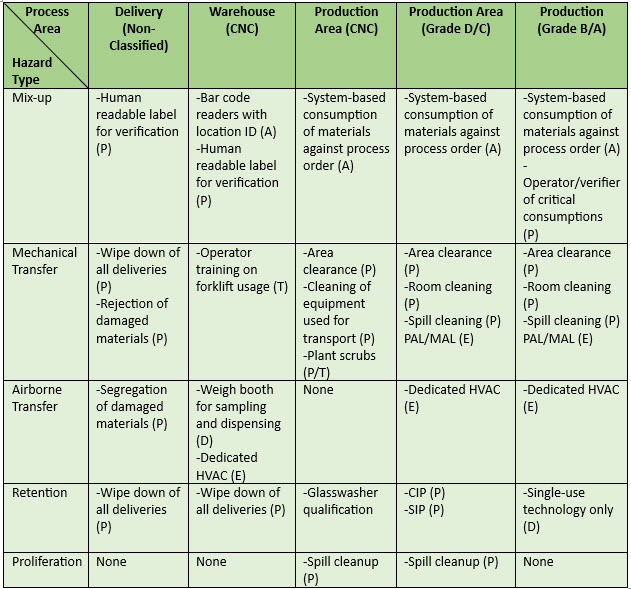
بعد تجميع المعلومات، يمكن عرض المحتوى في مصفوفة لمناطق العملية مع أنواع المخاطر. سيساعد ذلك الفريق في فهم الفجوات في طبقات الحماية التي قد يمتلكها المرفق/المنتج بشكل طبيعي. يتم توفير الجدول 1 كمثال على مصفوفة LOPA.
تحديد مخاطر التلوث المتبادل
يتم تحديد المخاطر الإجمالية من خلال النظر في احتمال حدوث الضرر وشدته. الشدة هي “مقياس للعواقب المحتملة للخطر.” عند تطبيقها على التلوث المتصالب، يتم تحديد مقياس الشدة بناءً على تأثير التلوث المتصالب، حيث التأثيرات المحتملة الأكثر تدميراً هي إطلاق منتج ملوث أو تلوث شامل للمرفق. باستخدام مخطط للمرفق، يمكن قياس الشدة عبر المناطق التي يمكن أن يحدث فيها التلوث المتصالب. سيقوم الفريق بالنظر في الضوابط الموجودة وفعالية هذه الضوابط كما يتضح من البيانات التاريخية. باستخدام نهج المصفوفة الموضح في الجدول 1، يحدد الفريق أماكن نقص الضوابط وإذا كانت الضوابط الحالية تعمل كما هو متوقع.
عامل الخطر الذي يغيب عن تحليل التلوث المتبادل هو الكشف الذي يُستخدم عادةً في تحليل الفشل وآثاره (FMEA) ويساعد في تحديد متى يحدث وضع الفشل. التحدي هنا يكمن في حقيقة أن التلوث المتصالب غير قابل للكشف نسبياً حتى إطلاق المنتج النهائي و(تقريباً) غير قابل للكشف تماماً عند حدوثه في المرفق. لهذا السبب، يتركز على منع حدوث مخاطر التلوث المتصالب وتحديد الاستراتيجية المناسبة لاستخدامها عند تحقق تلك المخاطر. على سبيل المثال، إذا كانت مخاطر التلوث المتصالب تنشأ من انسكاب أو تسرب في المرفق، فإن تحديد وسيلة لمنع حدوث الانسكاب/التسرب هو عنصر أساسي في تعزيز برنامج الوقاية. منع تتبع التلوث من جناح إلى آخر في المرفق هو جزء من استراتيجية الاستجابة.