
سلسلة فهم أهمية الرسوم البيانية Control Charts في تحسين جودة الإنتاج وزيادة الكفاءة
اكتشف كيف يمكن للرسوم البيانية التحكمية أن تساعد في تحديد استقرار العمليات وتحسين الجودة والكفاءة. اقرأ المقال الاول من السلسلة للتعرف على كيفية استخدام البيانات للمراقبة واتخاذ القرارات في الوقت المناسب.
الغرض الرئيسي من الرسوم البيانية هو المساعدة في تحديد ما إذا كانت عملية معينة مستقرة وتحت السيطرة، أم غير مستقرة وخارجة عن السيطرة. عندما تكون العملية مستقرة، أو “تحت السيطرة”، يعني ذلك أنها قابلة للتنبؤ وتتأثر فقط بالأسباب العشوائية العادية للتباين. وعلى النقيض، عندما تكون العملية غير مستقرة أو “خارجة عن السيطرة”، فإنها تتأثر بنفس الأسباب الشائعة للتباين، ولكنها أيضًا تتأثر بأسباب “خاصة” أو “قابلة للتخصيص”. إذا كنت توجه جميع المتغيرات الهامة لعملية التصنيع بنجاح، وكانت مواد الإنتاج الخام ذات جودة عالية، فإن عمليتك يجب أن تكون مستقرة وتحت السيطرة.
الرسوم البيانية التحكمية تعتمد على التفتيش الدوري من خلال رصد مخرجات العملية ومراقبتها من أجل اكتشاف التباينات غير العادية أو الاتجاهات. الرسوم البيانية التحكمية هي أدوات اتخاذ القرار حيث توفر معلومات لاتخاذ قرارات في الوقت المناسب بشأن المنتجات التي تم إنتاجها مؤخرًا.
يمكن استخدام الرسوم البيانية التحكمية لتحديد مصادر التباين، سواء كانت تلك المصادر ذات طابع عام أو طابع خاص. التباين ذو الطابع العام هو التباين الطبيعي في العملية. يُعرف التباين ذو الطابع العام أيضًا بضجيج العملية. العملية التي تحتوي فقط على التباين ذو الطابع العام قابلة للتنبؤ بشكل كبير. ويمكن أن تكون العملية التي تحتوي على تباين طبيعي عام كبير غير قادرة على إنتاج منتجات تلبي المواصفات المحددة مسبقًا. ويُقال إن التباين ذو الطابع العام يمثل 80% من التباين في أي عملية ويُعتبر مسؤولية الإدارة.
أما التباين ذو الطابع الخاص فهو التباين الذي لا يكمن في العملية ذاتها. العملية التي تحتوي على تباين ذو طابع خاص غير قابلة للتنبؤ بشكل كبير. ويُقال إن التباين ذو الطابع الخاص يمثل 20% من التباين في أي عملية ويُعتبر مسؤولية العمال.
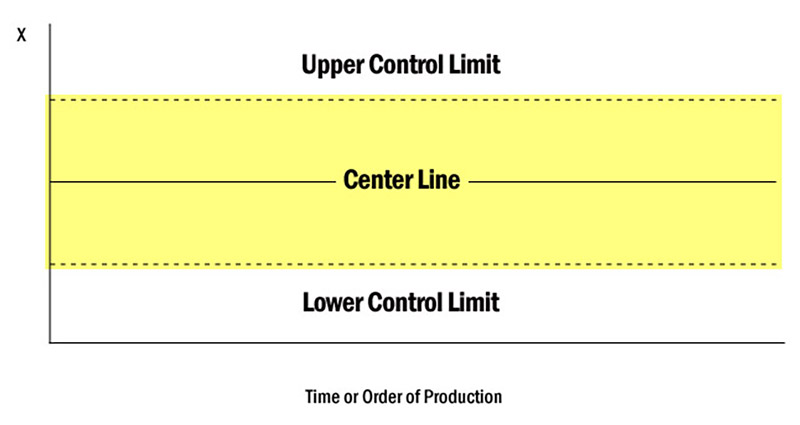
الرسوم البيانية التحكمية تحتوي على خط وسطي – عادة ما يكون المتوسط الرياضي للعينات المرسومة – وحدود تحكم إحصائية علوية وسفلية تحدد حدود التباين العام وبيانات الأداء المرسومة على مر الزمن.
هناك تصنيفين عامين للرسوم البيانية التحكمية: رسوم بيانية للمتغيرات ورسوم بيانية للسمات. المتغيرات هي الأمور التي يمكن قياسها. السمات هي الأمور التي يمكن عدّها. نوع البيانات (متغير أو سمة) سيحدد نوع الرسم البياني التحكمي المناسب المطلوب لمراقبة العملية. يمكن استخدام الجدول 1 لاختيار الرسم البياني التحكمي.
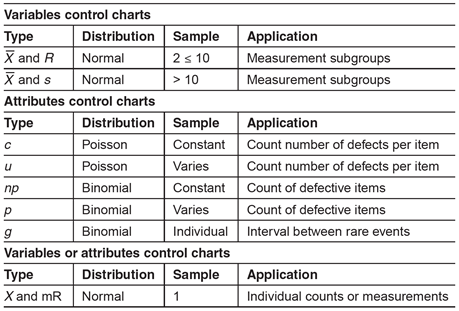
اختيار النوع الصحيح من الرسم البياني التحكمي أمر مهم لضمان أن المفاهيم الإحصائية الأساسية مناسبة للميزة أو السمة المقاسة.
تعتبر العملية تحت السيطرة عندما لا يشير الرسم البياني التحكمي إلى أي حالة خارج المواصفة ويحتوي فقط على تباينات ذات طابع عام. إذا كانت تباينات ذات الطابع العام صغيرة، فيمكن استخدام الرسم البياني التحكمي لمراقبة العملية. إذا كانت تباينات ذات الطابع العام كبيرة جدًا، ستحتاج العملية إلى تعديل أو تحسين للحد من كمية التباين الجوهري إلى مستوى مقبول.
عندما يشير الرسم البياني التحكمي إلى حالة خارج السيطرة (نقطة خارج حدود التحكم الثلاثية سيجما أو توافق واحد أو أكثر مع معايير القواعد أدناه)، يجب تحديد والتخلص من الأسباب التي تسبب التباينات.
يمكن استخدام القواعد التالية لتفسير الرسوم البيانية التحكمية بشكل صحيح:
القاعدة 1 – نقطة واحدة خارج الحد الثلاثي سيجما
القاعدة 2 – ثماني نقاط أو أكثر على جانب واحد من الخط الوسطي دون تقاطع
القاعدة 3 – أربع نقاط من خمسة في منطقة B أو ما وراءها
القاعدة 4 – ست نقاط أو أكثر متتالية تزيد أو تنخفض بشكل مستمر
القاعدة 5 – نقطتان من ثلاثة في منطقة A
القاعدة 6 – 14 نقطة متتالية تتناوب صعودًا وهبوطًا
القاعدة 7 – أي نمط واضح / قابل للتنبؤ أو اتجاه
تحليل الرسم البياني التحكمي للتباين ذو الطابع الخاص يمكن تسهيله باستخدام الفئات المستخدمة في مخطط السبب والنتيجة. وفيما يلي الفئات التي أفضل استخدامها:
1. المعدات والآلات والأدوات.
2. البيئة.
3. العملية.
4. الفحص.
5. المواد.
6. المشغل.
باستخدام هذه الفئات، يمكن تنظيم عملية تحليل أي تغير خاص في العملية. على سبيل المثال، إذا كان هناك نقطة واحدة خارج حدود التحكم الثلاثية سيجما، يمكن أن تساعد هذه الفئات في تحديد السبب المحتمل لهذا التغير الخاص. يمكن أن يكون السبب مرتبطًا بالمعدات أو بالبيئة أو بالعملية نفسها أو بعمليات الفحصأو بالمواد المستخدمة أو بالمشغل.
باستخدام هذه الفئات ومعرفة السبب المحتمل، يمكن اتخاذ إجراءات تصحيحية مناسبة للتعامل مع التغيرات غير العادية في العملية وضمان استمرارها في التحكم.
– نقطة واحدة خارج الحدود التحكمية الثلاثية سيجما
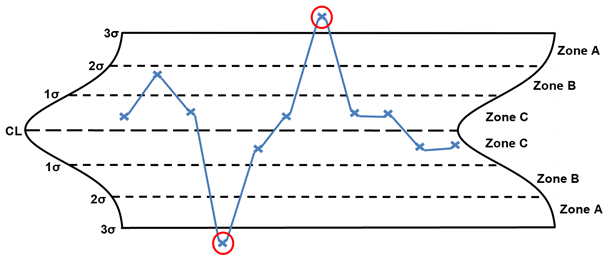
التي تتضمن وجود نقطة واحدة خارج حدود التحكم الثلاثية سيجما، تهدف إلى اكتشاف النقاط التي تعتبر عشوائية أو متطرفة، كما هو موضح هنا باللون الأحمر. عند تحديد نقاط عشوائية أو متطرفة، من المهم النظر في الأسباب المحتملة التي قد تكون أدت إلى ظهورها. فيما يلي بعض الأسباب المحتملة التي يجب التحقق منها:
المعدات والآلات والأدوات:
– إجراءات بدء التشغيل غير الصحيحة.
– اعدادات وتعيير المعدات بشكل غير صحيح.
– فشل فجائي في أنظمة الدعم (التبريد، التسخين، الهواء المضغوط، الفراغ، البخار، إلخ).
– فشل أداة أو تلفها.
– عطل في المعدات أو الآلات.
– صيانة غير كافية للمعدات والآلات والأدوات.
– انقطاع في الخدمات العامة.
البيئة:
– تقلبات درجة الحرارة بشكل مفاجئ (زيادة أو انخفاض).
– تقلبات مفاجئة في مستوى الرطوبة (زيادة أو انخفاض).
العملية:
– عدم استقرار المعدات بشكل صحيح (احتياج إلى وقت للتدفئة).
– إرشادات العمل غير كافية أو غير واضحة.
– تفويت خطوات في العملية.
– تطبيق عملية جديدة.
الفحص:
– عدم معايرة أدوات الفحص والقياس بشكل صحيح.
– تلف أدوات الفحص والقياس.
المواد
– تغيير في المواد الخام أو المكونات.
– تلف المواد أثناء التداول.
– استخدام مواد منتهية الصلاحية.
المشغل:
– توظيف مشغلين جدد.
– نقص في تدريب المشغلين.
– انقطاع التشغيل أو تشتيت انتباه المشغلين.
– تعويض زائد من قبل المشغلين عند إجراء تعديلات على العملية.
ثماني نقاط أو أكثر على جانب واحد من الخط الوسطي دون تقاطع
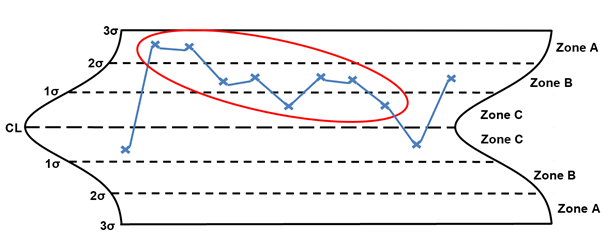
القاعدة 2 – ثماني نقاط أو أكثر على جانب واحد من الخط الوسطي دون تقاطع، تُعتبر انتقالًا بارزًا (يمكن أن يكون الانتقال على أي جانب من الخط الوسطي). النقاط المُحاطة باللون الأحمر تُعتبر انتقالًا بارزًا. عند تحديد انتقال بارز، يجب النظر في الأسباب المحتملة التي قد تكون أدت إلى ظهوره. إليك بعض الأسباب المحتملة التي يجب مراجعتها:
المعدات والآلات والأدوات
– إعداد غير صحيح.
– صيانة غير كافية للمعدات والآلات والأدوات.
– تلف الأدوات.
– تآكل الأدوات.
البيئة:
– انتقال درجة الحرارة بشكل مفاجئ (زيادة أو انخفاض).
– انتقال مستوى الرطوبة بشكل مفاجئ (زيادة أو انخفاض).
العملية:
– تغيير في معلمات العملية الجديدة.
– معلمات العملية غير الصحيحة.
– تدهور في العملية.
الفحص:
– عدم معايرة أدوات الفحص والقياس بشكل صحيح.
– تلف أدوات الفحص والقياس.
المواد:
– تغيير في المواد الخام أو المكونات.
– استخدام مواد منتهية الصلاحية.
المشغل:
– توظيف مشغلين جدد.
– نقص في تدريب المشغلين.
– انقطاع التشغيل أو تشتيت انتباه المشغلين.
– تغيير في ورديات العمل.
الرسوم البيانية التحكمية هي أدوات قوية تسهم في تحسين الجودة وزيادة الكفاءة في عمليات الإنتاج. إذا كنت ترغب في تحقيق استقرار العمليات وزيادة الأداء، فلا بد من فهم واستخدام الرسوم البيانية التحكمية بشكل صحيح.